


Tijdens het granulatieproces van een voerpelletmachine worden individuele voerpellets of individuele voerpellets met verschillende kleuren geproduceerd, beter bekend als "bloemenvoer". Deze situatie komt vaak voor bij de productie van aquatisch voer, voornamelijk doordat de kleur van de individuele deeltjes die uit de ringmatrijs worden geperst donkerder of lichter is dan die van andere normale deeltjes, of doordat de oppervlaktekleur van de individuele deeltjes inconsistent is, wat de uiterlijke kwaliteit van de gehele partij voer beïnvloedt.

De belangrijkste redenen voor dit fenomeen zijn als volgt:
a)De samenstelling van veevoergrondstoffen is te complex: er zijn te veel soorten grondstoffen, de menging is ongelijkmatig en het vochtgehalte van het poeder is niet consistent voordat de voerdeeltjes worden verwerkt.
b)Het vochtgehalte van de grondstoffen die voor granulatie worden gebruikt, is inconsistent. In het productieproces van aquatisch voer is het vaak nodig om een kleine hoeveelheid water aan de mixer toe te voegen om het waterverlies in de grondstoffen na ultrafijn malen te compenseren. Na het mengen gaat het naar de conditioner om te temperen. Sommige voerfabrikanten gebruiken een te eenvoudig proces om voer te maken: ze doen de benodigde ingrediënten voor de formule direct in de mixer en voegen voldoende water toe, in plaats van een gedetailleerd en langzaam toevoegingsproces uit te voeren volgens professionele vereisten. Daarom vinden ze het moeilijk om een evenwichtige verdeling van de voerbestanddelen te garanderen wat betreft wateroplosbaarheid. Wanneer we deze gemengde ingrediënten gebruiken voor conditionering, zullen we merken dat het vochtgehalte niet snel gelijkmatig kan worden verdeeld vanwege de efficiëntie van de conditioner. Daardoor varieert de rijpheid van de verwerkte voerproducten onder invloed van stoom sterk tussen verschillende onderdelen, en wordt de kleurhiërarchie na granulatie niet duidelijk genoeg.
c)Er zijn gerecyclede materialen met herhaalde granulatie in de granulatiebak. Het granulaat na granulatie kan pas na koeling en zeefing worden omgezet in het eindproduct. Het gezeefde fijne poeder of het materiaal met kleine deeltjes gaat vaak het productieproces in voor hergranulatie, meestal in een menger of in afwachting van een granulatiesilo. Omdat dit type retourmateriaal wordt gereconditioneerd en gegranuleerd, kan het, indien het ongelijkmatig wordt gemengd met andere hulpstoffen of met materiaal met kleine deeltjes uit de retourmachine na conditionering, soms "bloemmateriaal" opleveren voor bepaalde voederformules.
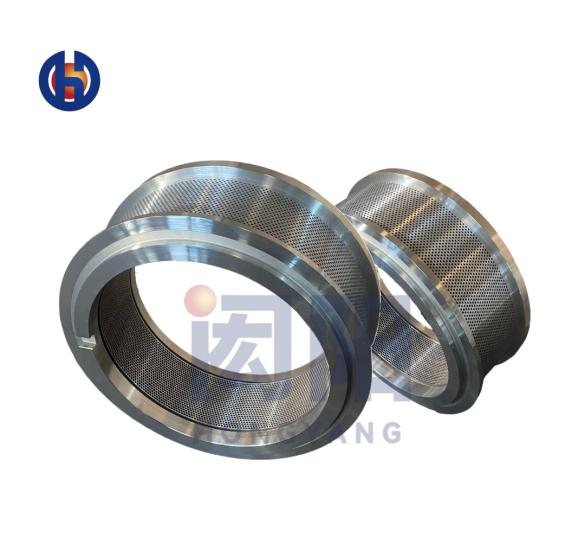
d)De gladheid van de binnenwand van de opening van de ringmatrijs is inconsistent. Door de inconsistente oppervlakteafwerking van het matrijsgat zijn de weerstand en extrusiedruk die het object tijdens de extrusie ervaart verschillend, wat resulteert in inconsistente kleurveranderingen. Bovendien hebben sommige ringmatrijzen bramen op de wanden van de kleine gaten, die het oppervlak van de deeltjes tijdens de extrusie kunnen krassen, wat resulteert in verschillende oppervlaktekleuren voor individuele deeltjes.
De verbeteringsmethoden voor de vier hierboven genoemde redenen voor de productie van "bloemmaterialen" zijn al zeer duidelijk, met name het beheersen van de menguniformiteit van elke component in de formule en de menguniformiteit van het toegevoegde water; het verbeteren van de afschrik- en temperprestaties kan kleurveranderingen verminderen; het beheersen van het retourmateriaal. Probeer bij formules die gevoelig zijn voor de productie van "bloemmateriaal" het retourmateriaal niet direct te granuleren. Het retourmateriaal moet met de grondstof worden gemengd en opnieuw worden vermalen; gebruik hoogwaardige ringmatrijzen om de gladheid van de matrijsgaten te controleren en slijp de matrijsgaten indien nodig vóór gebruik.
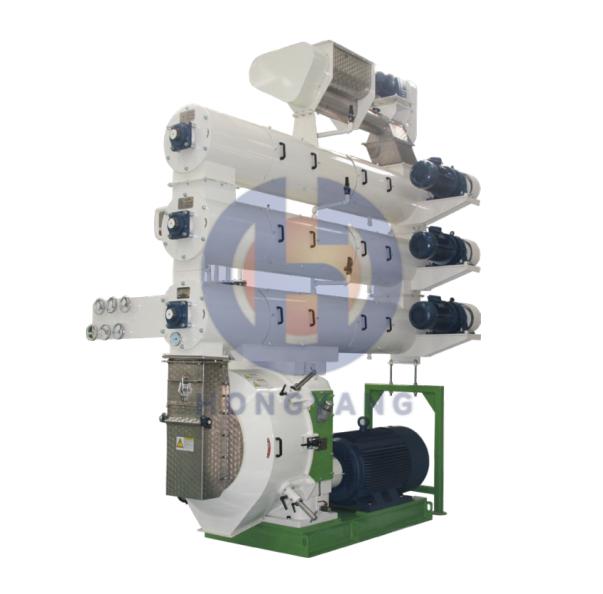
Het wordt aanbevolen om een tweelaagse differentiële conditioner met dubbele as en een tweelaagse uitgebreide mantelconditioner te configureren, met een blustijd van maximaal 60-120 seconden en een blustemperatuur van meer dan 100 °C. De blussing is gelijkmatig en de prestaties zijn uitstekend. Het gebruik van multipoint-luchtinlaat vergroot de dwarsdoorsnede van het materiaal en de stoom aanzienlijk, waardoor de rijpheid van het materiaal wordt verbeterd en het blus- en ontlaateffect wordt verbeterd. Het digitale instrumentenpaneel en de temperatuursensor kunnen de temperatuur van de conditionering weergeven, waardoor gebruikers deze op elk moment eenvoudig kunnen regelen.
Contactgegevens voor technische ondersteuning:
WhatsApp: +8618912316448
E-mail:hongyangringdie@outlook.com
Plaatsingstijd: 26-07-2023








